矽(Silicon)為地殼主要成分之一,以二氧化矽(SiO2)為最常見的型態,存在於各式各樣岩石之中,例如:石英、長石、輝石等均屬之。其中二氧化矽(SiO2)形成時,矽、氧原子結合 其它元素,其成分中之二氧化矽稱之為「結合型二氧化矽」(Combined Silica);反之,未結合其它元素,則稱之為「游離型二氧化矽」(Free silica),另游離二氧化矽可依原子排列之形式分為結晶型、非結晶型及隱晶型三種型態。
結晶型游離二氧化矽具穩定之性質,不溶於水,可經由呼吸道進入肺部,長期暴露可能造成多項呼吸器官相關之疾病,如矽肺症、感染性肺部疾病、肺癌、慢性阻塞性肺病等,進而會導致呼吸衰退甚至死亡,對於人體的危害極大,且國際癌症研究中心(The International Agency for Research on Cancer; IARC)將結晶型二氧化矽之危害,分於致癌物質分類Group l,即為確定人類致癌物質。
英國HSE所發布之職業流行病學研究以及針對暴露游離二氧化矽之勞工健康檢查指導中,所匡列研究的行業別以石材製造業為最多(包含煤礦、硬岩礦、錫礦及花崗石等),再者為陶瓷製造業、鑄造業以及使用原料成分中含有矽藻土之製造業。而在國內之研究調查方面,我國勞動部勞動及職業安全衛生研究所自民國84年以來陸續針對結晶型游離二氧化矽之高風險暴露行業別進行相關研究調查,包含:鑄造業、陶瓷製造業、石材業、建物裝修及裝潢業等,以下針對「鑄造業、陶瓷製品製造業、石材業」之製程,與可能暴露結晶型游離二氧化矽的作業進行簡介:
鑄造業
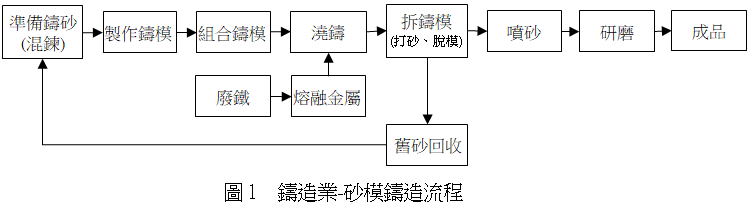
鑄造業的砂模鑄造、精密鑄造製程都有可能使用到結晶型游離二氧化矽,其中在砂模鑄造方面,又可依砂模鑄造方式,再分為人工鑄造以及自動鑄造,基本製程如圖1所示,其製程中主要會使用含有結晶型游離二氧化矽之矽砂製造鑄模,並將其組合後,將熔融金屬液注入,待金屬液冷卻凝固後,再將鑄模拆除取出鑄件,而後將鑄件進行噴砂、研磨等表面處理後即為成品。參酌相關文獻資料,在整個製程中,以製造鑄模(造模作業)、拆除鑄模(拆模作業)、以及噴砂、研磨等表面處理作業,勞工可能會有較高暴露結晶型游離二氧化矽之風險。
精密鑄造方面,其製造方式與砂模鑄造有很大的差異,精密鑄造之造模作業,主要使用「蠟」為模型於蠟模外先沾上泥漿,而後再淋上乾砂,使砂子黏著在蠟模上,此工序一般需重複進行數次,從最細的乾砂逐步黏著到顆粒較大的砂子,最終待黏著的砂子皆乾透硬化後,將其加熱讓蠟溶解流出後,即完成中空的殼模,而後再將鐵水注入殼模,待冷卻後將殼模震碎即可取出鑄件(製程如圖2所示),其中以沾漿淋砂作業、以及噴砂、研磨等表面處理作業,勞工可能會有較高暴露結晶型游離二氧化矽之風險。

陶瓷製品製造業
在陶瓷製品製造業方面,所使用的原料礦土含有結晶型游離二氧化矽。陶瓷製品製造業之基本製程如圖3所示,首先需將原料粉碎後製成泥漿進而塑形,成形後使胚體乾燥並進行修胚,另為使胚體更加美觀再進行上釉裝飾,最後經過釉燒後即為成品。其中在原料粉碎作業、修胚作業之勞工可能會有高暴露之情形,而部分文獻另有發現在上釉之釉料研磨作業處勞工有高暴露之情形。

石材業
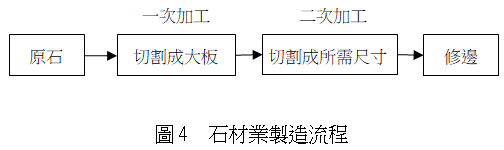
石材業常使用的原料為花崗岩類,根據勞動部勞動及職業安全衛生研究所之調查資料顯示,一般工業所使用之花崗岩中石英含量約25-40%,因此石材業勞工在作業過程中,若無適當的保護措施或控制設備,則有可能暴露到結晶型游離二氧化矽。石材業的基本製程如圖4所示,石材的製程可分為一次加工與二次加工,一次加工為利用拉鋸機、大口徑切割機等機具將原石切割成大板,後續則再使用研磨機、水磨機等機具進行光板、水噴等作業;二次加工為利用橋剪機將大板切成各種尺寸,最後再利用異型機等機具將石材修邊或加工。而依文獻調查結果,前述作業均都有可能暴露到結晶型游離二氧化矽。
由上述可得知各行業於製程中可能有暴露結晶型游離二氧化矽的作業類型,針對這些作業,雇主應提供勞工相關之保護措施,如:設置局部排氣裝置,並使氣罩靠近粉塵發生源,選用適合之防塵呼吸防護具(如:N95口罩)讓勞工佩戴(呼吸防護具的選用與保養,可參考職安署呼吸防護計畫技術參考手冊),並定期對員工進行相關教育訓練,以提升其自我保護健康、安全意識,達到預防職業病發生的目的。